準(zhǔn)時(shí)制生產(chǎn)方式JIT |
 |
準(zhǔn)時(shí)生產(chǎn)方式(Just In Time簡(jiǎn)稱JIT),是日本豐田汽車公司在20世紀(jì)60年代實(shí)行的一種生產(chǎn)方式,1973年以后,這種方式對(duì)豐田公司渡過(guò)第一次能源危機(jī)起到了突出的作用,后引起其它國(guó)家生產(chǎn)企業(yè)的重視,并逐漸在歐洲和美國(guó)的日資企業(yè)及當(dāng)?shù)仄髽I(yè)中推行開(kāi)來(lái),下文將對(duì)此進(jìn)行簡(jiǎn)要的介紹。
JIT的含義
JIT指的是,將必要的零件以必要的數(shù)量在必要的時(shí)間送到生產(chǎn)線,并且只將所需要的零件、只以所需要的數(shù)量、只在正好需要的時(shí)間送到生產(chǎn)。這是為適應(yīng)20世紀(jì)60年代消費(fèi)需要變得多樣化、個(gè)性化而建立的一種生產(chǎn)體系及為此生產(chǎn)體系服務(wù)的物流體系。
JIT核心思想
在JIT生產(chǎn)方式倡導(dǎo)以前,世界汽車生產(chǎn)企業(yè)包括豐田公司均采取福特式的“總動(dòng)員生產(chǎn)方式”,即一半時(shí)間人員和設(shè)備、流水線等待零件,另一半時(shí)間等零件一運(yùn)到,全體人員總動(dòng)員,緊急生產(chǎn)產(chǎn)品。這種方式造成了生產(chǎn)過(guò)程中的物流不合理現(xiàn)象,尤以庫(kù)存積壓和短缺為特征,生產(chǎn)線或者不開(kāi)機(jī),或者開(kāi)機(jī)后就大量生產(chǎn),這種模式導(dǎo)致了嚴(yán)重的資源浪費(fèi)。豐田公司的JIT采取的是多品種少批量、短周期的生產(chǎn)方式,實(shí)現(xiàn)了消除庫(kù)存,優(yōu)化生產(chǎn)物流,減少浪費(fèi)的目的。
準(zhǔn)時(shí)生產(chǎn)方式基本思想可概括為“在需要的時(shí)候,按需要的量生產(chǎn)所需的產(chǎn)品”,也就是通過(guò)生產(chǎn)的計(jì)劃和控制及庫(kù)存的管理,追求一種無(wú)庫(kù)存,或庫(kù)存達(dá)到最小的生產(chǎn)系統(tǒng)。準(zhǔn)時(shí)生產(chǎn)方式的核心是追求一種無(wú)庫(kù)存的生產(chǎn)系統(tǒng),或使庫(kù)存達(dá)到最小的生產(chǎn)系統(tǒng)。為此而開(kāi)發(fā)了包括“看板””在內(nèi)的一系列具體方法,并逐漸形成了一套獨(dú)具特色的生產(chǎn)經(jīng)營(yíng)體系。
JIT生產(chǎn)方式以準(zhǔn)時(shí)生產(chǎn)為出發(fā)點(diǎn),首先暴露出生產(chǎn)過(guò)量和其他方面的浪費(fèi),然后對(duì)設(shè)備、人員等進(jìn)行淘汰、調(diào)整,達(dá)到降低成本、簡(jiǎn)化計(jì)劃和提高控制的目的。在生產(chǎn)現(xiàn)場(chǎng)控制技術(shù)方面,JIT的基本原則是在正確的時(shí)間,生產(chǎn)正確數(shù)量的零件或產(chǎn)品,即時(shí)生產(chǎn)。它將傳統(tǒng)生產(chǎn)過(guò)程中前道工序向后道工序送貨,改為后道工序根據(jù)“看板”向前道工序取貨,看板系統(tǒng)是JIT生產(chǎn)現(xiàn)場(chǎng)控制技術(shù)的核心,但JIT不僅僅是看板管理。
JIT實(shí)現(xiàn)目標(biāo)
JIT生產(chǎn)方式將“獲取最大利潤(rùn)”作為企業(yè)經(jīng)營(yíng)的最終目標(biāo),將“降低成本”作為基本目標(biāo)。在福特時(shí)代,降低成本主要是依靠單一品種的規(guī)模生產(chǎn)來(lái)實(shí)現(xiàn)的。但是在多品種中小批量生產(chǎn)的情況下,這一方法是行不通的。因此,JIT生產(chǎn)方式力圖通過(guò)“徹底消除浪費(fèi)”來(lái)達(dá)到這一目標(biāo)。所謂浪費(fèi),在JIT生產(chǎn)方式的起源地豐田汽車公司,被定義為“只使成本增加的生產(chǎn)諸因素”,也就是說(shuō),不會(huì)帶來(lái)任何附加價(jià)值的諸因素。任何活動(dòng)對(duì)于產(chǎn)出沒(méi)有直接的效益便被視為浪費(fèi)。這其中,最主要的有生產(chǎn)過(guò)剩(即庫(kù)存)所引起的浪費(fèi)。搬運(yùn)的動(dòng)作﹑機(jī)器準(zhǔn)備、存貨、不良品的重新加工等都被看作浪費(fèi);同時(shí),在JIT的生產(chǎn)方式下,浪費(fèi)的產(chǎn)生通常被認(rèn)為是由不良的管理所造成的。比如,大量原物料的存在可能便是由于供應(yīng)商管理不良所造成的。因此,為了排除這些浪費(fèi),就相應(yīng)地產(chǎn)生了適量生產(chǎn)、彈性配置作業(yè)人數(shù)以及保證質(zhì)量這樣三個(gè)子目錄。
JIT實(shí)施手段
附圖明確而簡(jiǎn)潔地表示了豐田準(zhǔn)時(shí)化生產(chǎn)方式的體系構(gòu)造,同時(shí)也表明了該體系的目標(biāo)以及實(shí)現(xiàn)目標(biāo)的各種技術(shù)、手段和方法及其相互間的關(guān)系。

可見(jiàn)JIT的實(shí)際應(yīng)用包含了紛繁復(fù)雜的內(nèi)容,從實(shí)施手段和工具的角度也因企業(yè)和生產(chǎn)方式的差異而不同。但從JIT的核心思想出發(fā),為了達(dá)到降低成本這一基本目標(biāo),對(duì)應(yīng)于上述基本目標(biāo)的三個(gè)子目標(biāo),JIT生產(chǎn)方式的基本手段也可以概括為下述三方面:
1、生產(chǎn)流程化
即按生產(chǎn)汽車所需的工序從最后一個(gè)工序開(kāi)始往前推,確定前面一個(gè)工序的類別,并依次的恰當(dāng)安排生產(chǎn)流程,根據(jù)流程與每個(gè)環(huán)節(jié)所需庫(kù)存數(shù)量和時(shí)間先后來(lái)安排庫(kù)存和組織物流。盡量減少物資在生產(chǎn)現(xiàn)場(chǎng)的停滯與搬運(yùn),讓物資在生產(chǎn)流程上毫無(wú)阻礙地流動(dòng)。
“在需要的時(shí)候,按需要的量生產(chǎn)所需的產(chǎn)品”。對(duì)于企業(yè)來(lái)說(shuō),各種產(chǎn)品的產(chǎn)量必須能夠靈活地適應(yīng)市場(chǎng)需要量的變比。眾所周知,生產(chǎn)過(guò)剩會(huì)引起人員、設(shè)備、庫(kù)存費(fèi)用等一系列的浪費(fèi)。避免這些浪費(fèi)的手段就是實(shí)施適時(shí)適量生產(chǎn),只在市場(chǎng)需要的時(shí)候生產(chǎn)市場(chǎng)需要的產(chǎn)品。
2、生產(chǎn)均衡化
生產(chǎn)均衡化是實(shí)現(xiàn)適時(shí)適量生產(chǎn)的前提條件。所謂生產(chǎn)的均衡化,是指總裝配線在向前工序領(lǐng)取零部件時(shí)應(yīng)均衡地使用各種零部件,生產(chǎn)各種產(chǎn)品。為此在制定生產(chǎn)計(jì)劃時(shí)就必須加以考慮,然后將其體現(xiàn)于產(chǎn)品生產(chǎn)順序計(jì)劃之中。在制造階段,均衡化通過(guò)專用設(shè)備通用化和制定標(biāo)準(zhǔn)作業(yè)來(lái)實(shí)現(xiàn)。所謂專用設(shè)備通用化,是指通過(guò)在專用設(shè)備上增加一些工夾具的方法使之能夠加工多種不同的產(chǎn)品。標(biāo)準(zhǔn)作業(yè)是指將作業(yè)節(jié)拍內(nèi)一個(gè)作業(yè)人員所應(yīng)擔(dān)當(dāng)?shù)囊幌盗凶鳂I(yè)內(nèi)容標(biāo)準(zhǔn)化。
生產(chǎn)中將一周或一日的生產(chǎn)量按分秒時(shí)間進(jìn)行平均,所有生產(chǎn)流程都按此來(lái)組織生產(chǎn),這樣流水線上每個(gè)作業(yè)環(huán)節(jié)上單位時(shí)間必須完成多少何種作業(yè)就有了標(biāo)準(zhǔn)定額,所在環(huán)節(jié)都按標(biāo)準(zhǔn)定額組織生產(chǎn),因此要按此生產(chǎn)定額均衡地組織物質(zhì)的供應(yīng)、安排物品的流動(dòng)。因?yàn)镴IT生產(chǎn)方式的生產(chǎn)是按周或按日平均,所以與傳統(tǒng)的大生產(chǎn)、按批量生產(chǎn)的方式不同,JIT的均衡化生產(chǎn)中無(wú)批次生產(chǎn)的概念。
3、資源配置合理化
資源配置的合理化是實(shí)現(xiàn)降低成本目標(biāo)的最終途徑,具體指在生產(chǎn)線內(nèi)外,所有的設(shè)備、人員和零部件都得到最合理的調(diào)配和分派,在最需要的時(shí)候以最及時(shí)的方式到位。
從設(shè)備而言,設(shè)備包括相關(guān)模具實(shí)現(xiàn)快速裝換調(diào)整,例如,豐田公司發(fā)明并采用的設(shè)備快速裝換調(diào)整的方法是SMED法。豐田公司所有大中型設(shè)備的裝換調(diào)整操作均能夠在10分鐘之內(nèi)完成,這為“多品種、小批量”的均衡化生產(chǎn)奠定了基礎(chǔ)。
在生產(chǎn)區(qū)間,需要設(shè)備和原材料的合理放置。快速裝換調(diào)整為滿足后工序頻繁領(lǐng)取零部件制品的生產(chǎn)要求和“多品種、小批量”的均衡化生產(chǎn)提供了重要的基礎(chǔ)。但是,這種頗繁領(lǐng)取制品的方式必然增加運(yùn)輸作業(yè)量和運(yùn)輸成本,特別是如果運(yùn)輸不便,將會(huì)影響準(zhǔn)時(shí)化生產(chǎn)的順利進(jìn)行。合理布置設(shè)備,特別是U型單元連結(jié)而成的“組合U型生產(chǎn)線”,可以大大簡(jiǎn)化運(yùn)輸作業(yè),使得單位時(shí)間內(nèi)零件制品運(yùn)輸次數(shù)增加,但運(yùn)輸費(fèi)用并不增加或增加很少,為小批量頻繁運(yùn)輸和單件生產(chǎn)單件傳送提供了基礎(chǔ)。
JIT與看板管理
在實(shí)現(xiàn)JIT生產(chǎn)中最重要的管理工具是看板(Kanban),看板是用來(lái)控制生產(chǎn)現(xiàn)場(chǎng)的生產(chǎn)排程工具。
JIT生產(chǎn)方式中,看板的功能如下:
(1)生產(chǎn)以及運(yùn)送的工作指令
看板中記載著生產(chǎn)量、時(shí)間、方法、順序以及運(yùn)送量、運(yùn)送時(shí)間、運(yùn)送目的地、放置場(chǎng)所、搬運(yùn)工具等信息,從裝配工序逐次向前工序追溯,在裝配線將所使用的零部件上所帶的看板取下,以此再去前工序領(lǐng)取。“后工序領(lǐng)取”以及“JIT生產(chǎn)”就是這樣通過(guò)看板來(lái)實(shí)現(xiàn)的。
(2)防止過(guò)量生產(chǎn)和過(guò)量運(yùn)送
看板必須按照既定的運(yùn)用規(guī)則來(lái)使用。其中一條規(guī)則是:“沒(méi)有看板不能生產(chǎn),也不能運(yùn)送。”根據(jù)這一規(guī)則,看板數(shù)量減少,則生產(chǎn)量也相應(yīng)減少。由于看板所表示的只是必要的量,因此通過(guò)看板的運(yùn)用能夠做到自動(dòng)防止過(guò)量生產(chǎn)以及適量運(yùn)送。
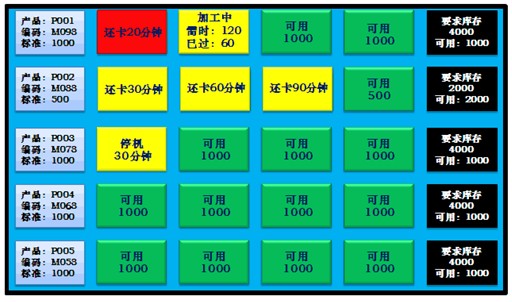
(3)進(jìn)行“目視管理”的工具
看板的另一條運(yùn)用規(guī)則是:“看板必須在實(shí)物上存放”,“前工序按照看板取下的順序進(jìn)行生產(chǎn)”。根據(jù)這一規(guī)則,作業(yè)現(xiàn)場(chǎng)的管理人員對(duì)生產(chǎn)的優(yōu)先順序能夠一目了然,易于管理。通過(guò)看板就可知道后工序的作業(yè)進(jìn)展情況、庫(kù)存情況等等。

(4)改善的工具
在JIT生產(chǎn)方式中,通過(guò)不斷減少看板數(shù)量來(lái)減少在制品的中間儲(chǔ)存。在一般情況下,如果在制品庫(kù)存較高、即使設(shè)備出現(xiàn)故障、不良品數(shù)目增加也不會(huì)影響到后道工序的生產(chǎn),所以容易把這些問(wèn)題掩蓋起來(lái)。而且即使有人員過(guò)剩,也不易察覺(jué)。根據(jù)看板的運(yùn)用規(guī)則之一"不能把不良品送往后工序",后工序所需得不到滿足,就會(huì)造成全線停工,由此可立即使問(wèn)題暴露,從而必須立即采取改善措施來(lái)解決問(wèn)題。這樣通過(guò)改善活動(dòng)不僅使問(wèn)題得到了解決。也使生產(chǎn)線的"體質(zhì)"不斷增強(qiáng),帶來(lái)了生產(chǎn)率的提高。JIT生產(chǎn)方式的目標(biāo)是要最終實(shí)現(xiàn)無(wú)儲(chǔ)存生產(chǎn)系統(tǒng),而看板提供了一個(gè)朝著這個(gè)方向邁進(jìn)的工具。
以上是對(duì)準(zhǔn)時(shí)制生產(chǎn)方式JIT的介紹,同時(shí)要實(shí)現(xiàn)JIT準(zhǔn)時(shí)產(chǎn)生就離不開(kāi)看板,如里了解更多有關(guān)看板的內(nèi)容,可查看:各種看板管理解決方案
|