|
íˆØˆÈ¤
¢ÄøóD
Æèí»Bñøý¥îïæѽÚ,ù■òúÎÔ^°äì|ê¢ç±yÑ´ÀÂÆðáѽÔMÅÅì|ꢿÉâÚçáØ£ñNÆû¢óWñ§ñ´åOÆçáDÀÈ
òýûÇòú¢ÄøóD
¢ÄøóDÆèí»Bñøý¥îïæѽÚÀÈí»Bñøý¥¢èÆûè
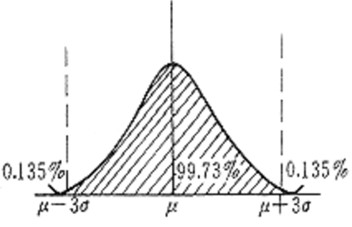
Âç¥ÇƒªøçÎä¤ëùòýŸÎØÚQÑ´ÀÈí»Bñøý¥ÆÅØ£§YíÎì|ꢿÉâÚ¤ÉÆÅÆûȘ¥Ço탪øçÎä¤ëùòýŸÎØàÀ¤öøçȘÛaóñì|ê¢äÄÅåøçôðåÖÎäÀâ3ÎØøÛÕgçá¡éôòÕ 99.73%ȘôðåÖÎäÀâ3ÎØøÛëãçá¡éôòÕ 100%-99.73%= 0.27%Șѽ°˜Ô^Ø£àȘ¥ÇǵÆÖÎä+3ÎØ£·ÅÀÆÖÎä-3ÎØçá¡éôòÕ 0.27%/2=0.135%Àø1ÀŠÈ˜ØüôDùªòƒ,Å￱äă롪±Ô@Ø£òôäð—êù¢ÄøóDÀÈ
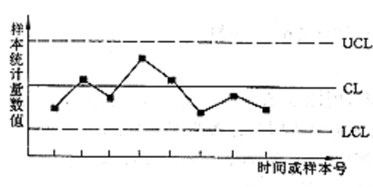
¢ÄøóDòúÎÔ^°äì|ê¢ç±yÑ´ÀÂÆðáѽÔMÅÅì|ꢿÉâÚçáØ£ñNÆû¢óWñ§ñ´åOÆçáDÀÈDèüÆÅøÅÅáƒ(CL)ÀÂèü¢Äøóüß(UCL)¤ëüô¢Äøóüß(LCL)ȘýÂÆůÇrÕgÚÅ·°ÕàÀçáÆ݃§yÆê¢çøççáûÒ■cÅ·êÅȘ¢ÄøóDòƒâ»àÓüôDùªòƒ:
¢ÄøóDÄÄŸAñâåÙt
1.ˆÆû¢ÄøóDÎèºÛaÔ^°äý£ÁÝO¢ÄȘÛÛ°ÈØ·ùÄØ£ôÑ°—ûÓŸ^ȘåÖöÇåš°èý£¤ü¡þóñøÛú¯ƒëáÉ¥¯rÝ£¯l˜FÀÈâ»àÓȘüôDøÅ■cæÆÆÅøÞuèüè»çáÖ
ïȘ¢èØååÖÔ@ñNÖ
ïåš°èý£¤ü¡þóñøÛú¯ƒëýèàÀÇŠòˋ¥ÆØåü«°»È˜óÞ租Añâçáæ¼ÆûÀÈ
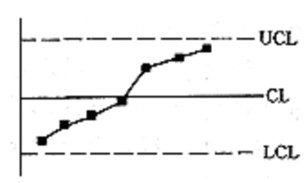
2.åÖ˜F—Ș¡■ÑÁçáúÕròú¢ÄøóDÿ@òƒÛ°ÈȘÝÚû¼Û°ÈØ·ùÄØlèºÈ˜Ô@r؈ÄÄÀ¯ýÕ°—ÛطȘýèàÀÇŠòˋȘÝÈæCü«°»È˜ý£åì°—˜FȘ¥{àŠùòÀÝåÙtȘû¢ÄÄØ£ÇöÔ@åÙt(¥Ç§Ô^Ø£ÇöÔ@ÆçáîÙÙh)ƒëü«°»Ø£ÛطȘò¿ù■Æâý£åì°—˜FȘáѽóÞ租Añâçáæ¼ÆûÀÈÆèÆÖÛ°ÈØ·ùÄòúÆÅüßçáȘطÇù§Ô^ÆÅüßÇöç±çáîÙÙh¤µÈ˜ 柧KÔ_ç§åÖÔ^°äøÅø£ÇÌåÖé¥Ø·Ñ½ý£ÇÌåÖÛØ·,Ô@ñN ŸBñQÕ§yÆ¢Äøó ŸB£·ñÑ´ ŸBȘ¤ñQñBÀÈ ØåüôòúÔ_ç§ñBçáîÙÙhD:
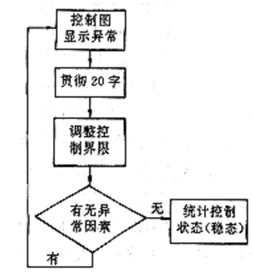
3.ñBòúèºÛaÔ^°äæñúµçáá¢ùȘåÖñBüôèºÛaȘÎì|ê¢ÆÅëõà¨çá¯îöíȘì|ê¢äÄÅåøçÆÅ 99.73%ôðåÖèüüô¢Äøó§ÓüßàÈ£åÖñBüôèºÛaȘý£¤ü¡þóñæŸèìȘطѽèºÛaØýòú柧ºçáÀÈØ£çâ¿ÊÅ·äÆÖñBñQÕñÑ´¿ÊŷȘû¢çâ¿ÊÅ·Ñ¥äÆÖñBñQÕñBèºÛaƒ,
SPC
ƒëòúë´Ô^ñBèºÛaƒÔ_ç§à¨Ô^°äŸAñâçáÀÈŠmà£ì|ê¢æÛý£áÉëõà¨ü«ÓȘ稢ÄøóDòúò¿ì|ê¢æÛ°èÕæŸÅÀçáÆÅÅÏòøÑöÀÈ
¡§:
SPC¢ÄøóDÉ¥±ûãìMüôïd
|
