|
摘要:制程(生產(chǎn)過程)產(chǎn)品質(zhì)量以預(yù)防控制為主;就是要把
質(zhì)量管理
從以事后把關(guān)為主轉(zhuǎn)到事前預(yù)先控制為主的軌道上來(lái),將預(yù)防與把關(guān)相結(jié)合,對(duì)影響產(chǎn)品質(zhì)量的每個(gè)環(huán)節(jié)實(shí)施有效的質(zhì)量管控,使產(chǎn)品生產(chǎn)的全過程處于嚴(yán)格控制之下,達(dá)到穩(wěn)定、可靠?jī)?yōu)質(zhì)的目的。
怎樣的制程是穩(wěn)定的制程
1.制程穩(wěn)定的條件:
a.只有偶然波動(dòng),沒有異常波動(dòng)的制程是穩(wěn)定的。
b.組間的波動(dòng)是異常波動(dòng)引起的。
c.異常波動(dòng)通過一定的措施可以消除,偶然波動(dòng)則不行,除非改善整個(gè)系統(tǒng).
2.制程穩(wěn)定的特征:
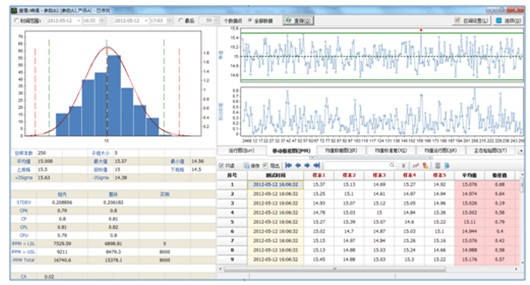
a.制程處于統(tǒng)計(jì)控制狀態(tài),如果是
管制圖
,則沒有點(diǎn)超出3sigma界限,且無(wú)傾向性變異。
b.制程保證能力充足,
CPK
不小于1.33
c.不良品率在目標(biāo)范圍內(nèi),且成下降趨勢(shì)。
d.改善措施實(shí)施后,有明顯的成效,而不是毫無(wú)影響。
影響制程的主要因素
任何一個(gè)制程其主要做作用的因素都包括以下幾種因素:5M1E
1.人(MAN):人是最主要的因素,對(duì)其他的因素影響很大。有很多不良,歸根結(jié)底是由人引起的,所以人是最根本的因素。
2.機(jī)器(MACHINE):機(jī)器設(shè)備是制程正常運(yùn)行必不可少的,但其效能取決于人的控制。
3.材料(MATERIAL):材料是組成產(chǎn)品所必須的,沒有材料也做不出產(chǎn)品,但材料不能決定制程的品質(zhì),仍然取決于人的控制。
4.方法(METHOD):方法是產(chǎn)品制造所必須的一種途徑,可以有多種多樣,如何取舍取決于人。
5.環(huán)境(EVIROMENT):環(huán)境是制程作業(yè)所必須的,但是環(huán)境的優(yōu)劣對(duì)制程起什么樣的作用和影響仍然由人控制。
6.測(cè)量(MEASUREMENT):測(cè)量是檢測(cè)制程的一個(gè)重要手段,沒有測(cè)量無(wú)法保證制程品質(zhì),也無(wú)法知道制程的狀況,但測(cè)量對(duì)制程所起的作用與影響也是由人控制的。
怎樣控制制程使其處于穩(wěn)定狀態(tài)?
1.人力在制程中的配置所要注意的事項(xiàng)
a.復(fù)雜的工序由技術(shù)比較熟練的員工擔(dān)任,簡(jiǎn)單的工序可由新進(jìn)員工擔(dān)任。
b.對(duì)檢驗(yàn)站的員工,必須從技術(shù)熟練的員工中挑選。
2.機(jī)器的控制
a.機(jī)器要定期保養(yǎng),維護(hù),校驗(yàn).
b.在運(yùn)行過程中,要定時(shí)查核.
c.正確運(yùn)用各種輔助工具材料.
d.用數(shù)據(jù)來(lái)觀控機(jī)器的狀態(tài).
3.材料的控制
a.要確保組成產(chǎn)品的所有材料符合要求(如產(chǎn)前5臺(tái)確認(rèn),,首件組件確認(rèn)等).
b.制程中要經(jīng)常對(duì)主要材料進(jìn)行查核(特別是換料時(shí)).
c.輔助材料要在每批開線前確認(rèn).
d.不同機(jī)種的材料不可混用,代用必須經(jīng)過批準(zhǔn).
4.方法的控制
a.作業(yè)要按照SOP.
b.人員的位置要固定(相對(duì)).
c.更改SOP必須先進(jìn)行試驗(yàn),確認(rèn)有效再更改.
5.環(huán)境的控制
a.環(huán)境做好
6S管理
.
b.定區(qū)定置存放物品.
c.標(biāo)識(shí)清楚,防止錯(cuò)誤的取用和作業(yè).
6.測(cè)量的控制
a.選擇適當(dāng)?shù)臏y(cè)量設(shè)備.
b.定期對(duì)測(cè)量設(shè)備進(jìn)行校準(zhǔn),必須要有校準(zhǔn)報(bào)告且報(bào)告在有效期內(nèi),不允許使用未經(jīng)校準(zhǔn)或有效期已過的測(cè)量設(shè)備.
c.做好日常保養(yǎng),確保測(cè)量設(shè)備處于正常良好狀態(tài).
7.管制圖和判異
管制圖
出現(xiàn)異常,不等于產(chǎn)品質(zhì)量出現(xiàn)異常,而是表示制程不穩(wěn)定,將會(huì)產(chǎn)生大量不良品.管制圖判異的準(zhǔn)則:
a.點(diǎn)子出界(3sigma界)
b.9點(diǎn)在1sigma區(qū)或其外拍成一串.
c.6點(diǎn)遞增或遞減.
d.14點(diǎn)上下交替.
e.任意連續(xù)3點(diǎn)中有2點(diǎn)在3sigma區(qū)內(nèi).
f.任意連續(xù)5點(diǎn)中有4點(diǎn)在2sigma區(qū)內(nèi).
g.15點(diǎn)在1sigma中心線下.
h.8點(diǎn)在中心限兩側(cè),但沒有一點(diǎn)在1sigma區(qū)內(nèi).
8.從CPK值中判斷制程或設(shè)備是否穩(wěn)定
a.CPK>1.67表示制程(設(shè)備)能力過高
b.1.33
c. 1
d. 0.67
e.CPK<0.67 停線,制程(設(shè)備)無(wú)能力.附:
CPK計(jì)算工具下載
|
