|
íˆØˆÈ¤
¢ÄøóD
òúÎÔ^°äì|ê¢äÄÅåøçÔMÅÅyÑ´ÀÂÆðÀÂåu¿âȘáѽÝOýšÔ^°äòúñþäÆÖ¢Äøó ŸBçáØ£ñNÆû§yÆñ§ñ´åOÆçáDÀÈ¡ª±¥ìåOz·çáåÙâÚåšØ£ñNDȘÆûÆÖÝOyèºÛaÔ^°äòúñþäÆÖ¢Äøó ŸBÀÈù■òú§yÆì|ꢿÉâÚçáØ£ñNøÄ؈òøÑö¤ë¿ÊƒÔÀÈóðøÅ¢ÄøóD¡ª±§yÆç±çáŸÅëý£ë˜ñøÕÆê¢Åë¢ÄøóDécÆçÅë¢ÄDȘüôûÌöØÃ΢ÄøóDçáñøŸÔMÅŧէB.
¢ÄøóDçáÑ´êx
¢ÄøóDÈ´Control ChartÈˋÆø§Å¿ÉøóDȘòúÎÔ^°äì|ê¢äÄÅåÔMÅÅyÑ´ÀÂÆðÀÂåu¿âȘáѽÝOýšÔ^°äòúñþäÆÖ¢Äøó ŸBçáØ£ñNÆû§yÆñ§ñ´åOÆçáDÀÈDèüÆÅøÅÅრȴCLȘCentral LineÈˋÀÂèü¢ÄøóƒÈ´UCLȘUpper Control LineÈˋ¤ëüô¢ÄøóüßÈ´LCLȘLower Control LineÈˋȘýÂÆůÇrÕgÚÅ·°ÕàÀçáÆ݃§yÆê¢çøççáûÒ■cÅ·êÅÀÈUCLÀÂCLÀÂLCL§yñQÕ¢ÄøóƒÈ´Control
LineÈˋÀÈøÅÅáƒòúùª¢Äøóçá§yÆê¢çá󧃪øçȘèüüô¢Äøó§ÓüßécøÅÅáƒüÁƒÁçÝÑùòýŸÀÈÑÁççáøóåšIˆÆûà»ÝÑùòýŸ¢Äøó§ÓüßȘàÓ¿«ÆÅ°ðñøçáæC±Øý¢èØåò¿Æûóð ù■¢Äøó§ÓüßÀÈජÄøóDøÅçáûÒ■côðåÖUCLécLCLøÛë㣷ûÒ■cåÖUCL¤ëLCLøÛÕgçáééêÅý£ŠSCȘtÝÚû¼Ô^°äÛ°ÈÀÈ
°ÈÆûSPC¢ÄøóD
ÀÊ¡ª±¢ÄøóDò¿Æûá¢çáçáý£ë˜È˜¢ÄøóD¢èñøÕȤñøö—Æû¢ÄøóD¤ë¢ÄøóÆû¢ÄøóDÀÈ
ÀÊ¡ª±§yÆç±çáŸÅëý£ë˜È˜¢ÄøóD¢èñøÕȤ
ÆꢢÄøóD
¤ëÆç¢ÄøóDÈ´¯■â´Æ¥±¢ÄøóD¤ëÆ■c¢ÄøóDÈˋÀÈù■ñøeÔmÆûÆÖý£ë˜çáèºÛaÔ^°äÀÈû¢ŸÆø¢è¥ñøÕƒÔµwçá¢ÄøóD.
Æê¢Åëç±çá¢ÄøóD:
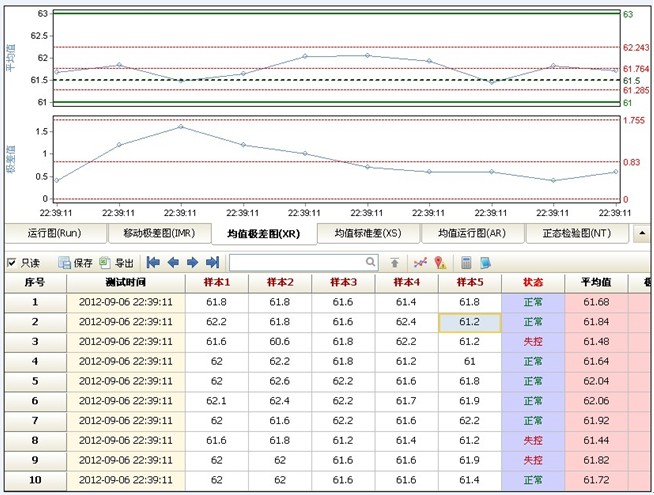
ÀÊXbar-RDÈ´ƒªøçÈÙOýŸDÈˋ
ÀÊXbar-SDÈ´ƒªøçÈÙùòýŸDÈˋ
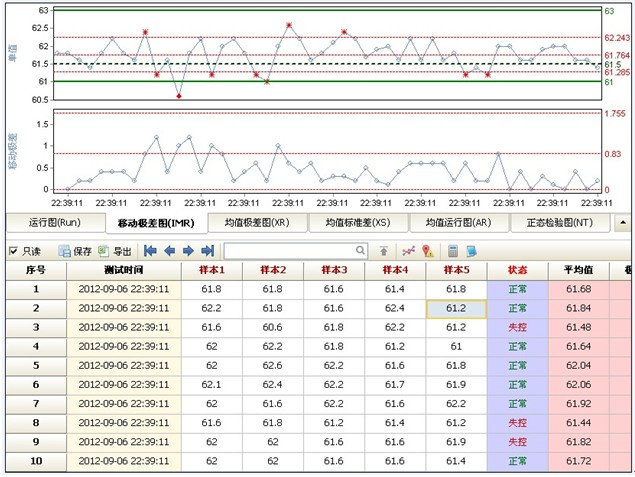
ÀÊX-MRDÈ´öøçÈÙØóÆOýŸDÈˋ
ÀÊX-RÈ´øÅö£çDÈˋ
ÆçÅëç±çá¢ÄøóD:
ÀÊPDÈ´ý£¤ü¡þóñôòDÈˋ
ÀÊnpDÈ´ý£¤ü¡þóñçDÈˋ
ÀÊcDÈ´ý£¤ü¡þçDÈˋ
ÀÊuDÈ´öö£Ûaóñý£¤ü¡þçDÈˋ
°ÈÆû¢ÄøóDÔmÆûñѺ
1ÈÛX-R¢ÄøóD
ÆûÆÖ¢ÄøóÎüµÕÕLÑàÀÂøÄê¢ÀÂÑàÀÂ¥ÑàÀÂrÕgÀÂòíôò¤ëèºÛaê¢çàÆê¢øççá—¤üÀÈX¢ÄøóDø¼ØˆÆûÆÖÆ^ýší»Bñøý¥çცøççáæ£₤ȘR¢ÄøóDø¼ØˆÆûÆÖÆ^ýší»Bñøý¥ñø裷æÛúÕrçáæ£₤ȘѽX-R¢ÄøóDtÂѱíÔô¤üÔ\ÆûȘÆûÆÖÆ^ýší»Bñøý¥çáæ£₤ÀÈ
2ÈÛX-s¢ÄøóD
écX-RDüÁùóȘø£òúÆûùòýŸÈ´sÈˋDǺäÌOýŸÈ´RÈˋDѽØîÀÈ
3ÈÛMe-R¢ÄøóD
écX-RDØý¤ÉüÁùóȘø£òúÆûøÅö£çÈ´MeÈˋDǺä̃ªøçÈ´XÈˋÀÈ
4ÈÛX-Rs¢ÄøóD
ÑÁÆûÆÖÎû¢Ø£ÛaóñÑ¥ÔMÅÅz·È˜ýèÆûæåÆ£₤zýÕ¤ëyê¢çá—¤üÀÈ
5ÈÛ
p¢ÄøóD
ÆûÆÖ¢ÄøóÎüµÕý£¤ü¡þóñôò£·¤ü¡þóñôòçàÆçì|ê¢ø¡ùçá—¤üȘò¿ÆûpDrˆÔxþøÄ؈çázýÕÚá¢æ¼ÕéÅÁý£¤ü¡þóñçáØâ±È£ù■ÆûÆÖ¢Äøóý£¤ü¡þóñôòÀ§£ÄîÆÔtôòÀÂàÝúÖôòÀÂýŸÍeôòçàÀÈ
6ÈÛnp¢ÄøóD
ÆûÆÖ¢ÄøóÎüµÕý£¤ü¡þóñççá—¤üÀÈåOnÕÆ݃ȘpÕý£¤ü¡þóñôòȘtnpÕý£¤ü¡þóñçÀÈ
7ÈÛc¢ÄøóD
ÆûÆÖ¢ÄøóØ£ý¢Có¼È˜Ø£ý¢¥±È˜Ø£Ñ´ÕLÑàȘأѴûÌñe£·àö¤öأѴçáöö£øÅùª°—˜Fçáý£¤ü¡þçá¢ÀȤ¡§Æý£ê¥ç/í`Æç/Íeí`ç/Çû■c/¿òíüÇöç
8ÈÛu¢ÄøóD
Ûèüò—أѴçáöö£È˜Øý¥ÇnÝÈ°øý£ær¢èØåˆÆûc¢ÄøóDȘѽÛnÆÅæ£₤rtˆQùÐÕ󧃪û¢Úöö£çáý£¤ü¡þ礵åìò¿Æûu¢ÄøóDÀÈ
°ÈÆû¢ÄøóDˆÆûòƒâ»D
ÀÊXbar-RDÈ´
ƒªøçÈÙOýŸ¢ÄøóD
Èˋ
ÀÊX-MRDÈ´öøçÈÙØóÆOýŸDÈˋ
|
