|
’™“™£ļŅō÷∆ąD◊ųěť
SPC
∆∑Ŕ|∑÷őŲĶńļň–ńĻ§ĺŖ, ÷ų“™”√ĀŪĪOúyŖ^≥Ő «∑ŮŐé”ŕŅō÷∆†ÓĎBĶń“Ľ∑NąD–ő∑Ĺ∑®°£∆š÷–Ņō÷∆ąD÷ų“™∑÷ěťÉ…īůÓź,“Ľ «”čŃŅ–ÕŅō÷∆ąD,ŃŪ“Ľ∑N «”čĒĶ–ÕŅō÷∆ąD.Ō¬√śő“āÉ÷ų“™Šėƶ”čĒĶ–Õ÷–≥£“äĶńňń∑NÓź–ÕŅō÷∆ąDĶńŖm”√ąŲļŌŖM––ĹťĹB.
◊Ō»,ő“āÉŌ»ĀŪŅīŌ¬”čŃŅ–ÕŅō÷∆ąDłķ”čĒĶ–ÕŅō÷∆ąDĶń÷ų“™Ö^Ąe:
•
”čĒĶ÷ĶŅō÷∆ąD:ňŁ «“‘”čľĢģa∆∑Ķń≤ĽŃľľĢĒĶĽÚŁcĒĶĶńĪŪ ĺ∑Ĺ∑®,ĒĶďĢ‘ŕņŪ’ď…Ō”–≤ĽŖBņmĶńŐō–‘,Ļ ∑Q읎x–Õ◊ÉŃŅ;
•
”čŃŅ–ÕŅō÷∆ąD
:÷łģa∆∑–ŤĆćŽHŃŅúy∂Ý»°Ķ√ĶńŖBņm–‘ĆćŽH÷Ķ,≤Ęƶ∆š◊ŲĒĶņŪ∑÷őŲ,“‘’f√ų‘ďģa∆∑‘ŕīňŃŅúyŐō–‘Ķń∆∑Ŕ|†ÓõrĶń∑Ĺ∑®.
”čĒĶ–ÕŅō÷∆ąDĶń∑NÓź
•
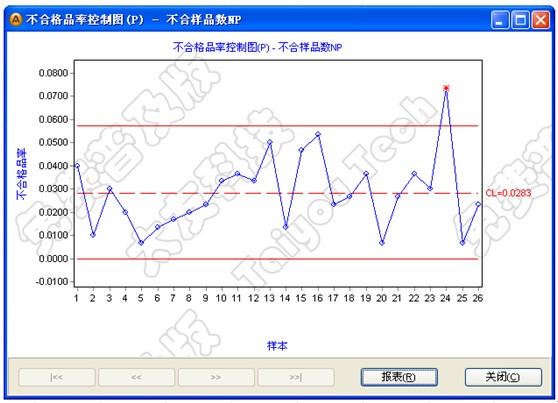
P Ņō÷∆ąD
(≤ĽļŌłŮ¬ Ņō÷∆):”√”ŕƶģa∆∑≤ĽļŌłŮ∆∑¬ ĶńŅō÷∆;
•
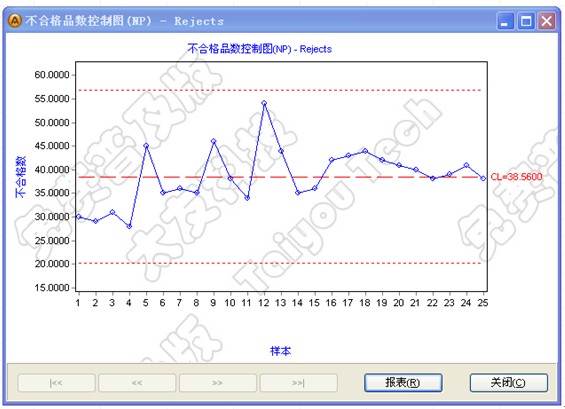
NP Ņō÷∆ąD(≤ĽļŌłŮ∆∑ĒĶŅō÷∆ąD):”√”ŕƶ≤ĽļŌłŮ∆∑ĒĶĶńŅō÷∆;
•
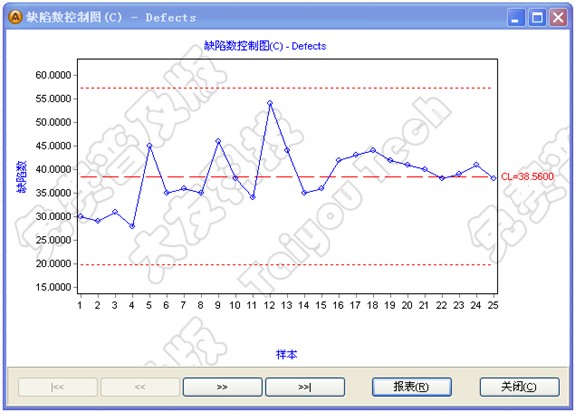
C Ņō÷∆ąD(»ĪŌ›ĒĶŅō÷∆ąD):”√”ŕÜőľĢ…Ō»ĪŌ›ĒĶĶńŅō÷∆;
•
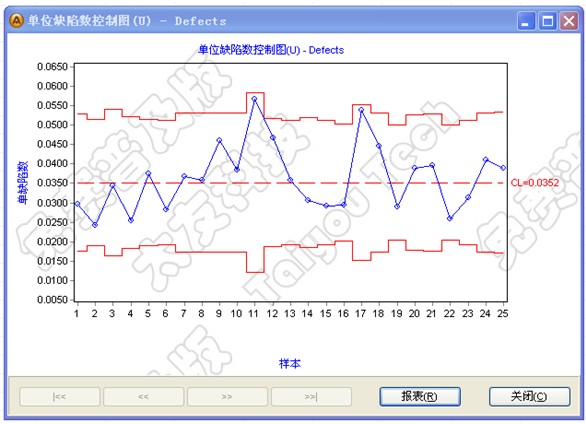
UŅō÷∆ąD(ÜőőĽ»ĪŌ›ĒĶŅō÷∆ąD):”√”ŕÜőőĽ√ś∑e°ĘÜőőĽťL∂»…Ō»ĪŌ›ĒĶĶńŅō÷∆°£
ňń∑N”čĒĶ–ÕŅō÷∆ąDĶńĎ™”√ąŲļŌ
•
P Ņō÷∆ąD(≤ĽļŌłŮ¬ Ņō÷∆):”√”ŕŅō÷∆ƶŌůěť
≤ĽļŌłŮ∆∑¬
ĽÚļŌłŮ∆∑¬ °ĘĹĽōõ—”Ŗt¬ °Ę»Ī«ŕ¬ °Ę≤ÓŚe¬ Ķ»”čĒĶ÷ĶŔ|ŃŅ÷łėňĶńąŲļŌ°£
•
NPŅō÷∆ąD:”√”ŕŅō÷∆ƶŌůěť≤ĽļŌłŮ∆∑ĒĶĶńąŲļŌ°£‘Oněťė”Īĺīů–°£¨Pěť≤ĽļŌłŮ∆∑¬ £¨ĄtNPěť≤ĽļŌłŮ∆∑āÄĒĶ£¨»°NPěť≤ĽļŌłŮ∆∑ĒĶŅō÷∆ąDĶńļÜ”õ”õŐĖ°£NPąD”√”ŕė”Īĺīů–°ŌŗÕ¨ĶńąŲļŌ°£
•
CŅō÷∆ąD:”√”ŕŅō÷∆“Ľ≤ŅôC∆ų£¨“ĽāÄ≤ŅľĢ£¨“Ľ∂®ĶńťL∂»£¨“Ľ∂®Ķń√ś∑eĽÚ»őļő“Ľ∂®ĶńÜőőĽ÷–ňý≥Ų¨FĶń»ĪŌ›ĒĶńŅ°£CąD”√”ŕė”Īĺīů–°ŌŗĶ»ĶńąŲļŌ°£»ÁÕŅ—b‹áťgôC…w…ŌĶńŇKŁcĒĶ£¨Ņ…”√CąD°£
•
UŅō÷∆ąD:ģĒė”∆∑Ķńīů–°◊ÉĽĮēr£¨Ď™ĆĘ“Ľ∂®ÜőőĽ÷–≥Ų¨FĶń»ĪŌ›ĒĶďQň„ěť∆ĹĺýÜőőĽ»ĪŌ›ĒĶļů”√UŅō÷∆ąD°£ņż»Á£¨‘ŕ÷∆‘žļŮ∂»ěť2mm ĶńšďįŚĶń…ķģaŖ^≥Ő÷–£¨“ĽŇķė”∆∑ «2∆Ĺ∑Ĺ√◊£¨ŃŪ“ĽŇķė”∆∑ «3∆Ĺ∑Ĺ√◊£¨Ŗ@ērĎ™ďQň„ěť∆Ĺĺý√Ņ∆Ĺ∑Ĺ√◊Ķń»ĪŌ›ĒĶ£¨»Ľļů‘ŔƶňŁŖM––Ņō÷∆°£
|