|
íˆØˆÈ¤öö£àÝüï¢ÄøóD(UD)òúØ£ñN
ÆçÅë¢ÄøóD
,òúØ£ñNØåÆùÐÛaóñçáý£ê¥¥±ç£·■cççáñ§ñ´.ù■âLøóçáòúû¢Æ݃øÅçáöö£àÝüïç,Ûë˜Ø£Ûaóñöö£øÅ¢èáÉÇÌåÖæñN¡¼æåˆêÂàÝüïr,Ô@rö؃ë¢èØåâ«ÆûUDÚéÅÁÔ^°äì|ê¢ÝO¢ÄòúñþñÑ´.
öö£àÝüï¢ÄøóD
àÝüïòúø¡p£·ý£AMçáçÄñ§ÀÈÛaóñçáàÝüïòúø¡Ûaóñèüý£ñ«¤üØѴ؈úµçáçÄñ§ÀÈàÓ§Þì¿ã¤µÈ˜ÝÚûÌÔzê¶çᯥ¤ÜÀ¯Á■cçàÑ¥òúàÝüïÀÈÔ@ÅˋàÝüïÑ¥òúŠSCçÄÀ¿ôêÂçÄÀÂÕgÁçÄ°—˜FÀÈ
]ÆÅàÝüïçáÛaóñÝ£íJÕòú¤ü¡þóñÀÈÆÅàÝüïçáÛaóñÝ£íJÕòúý£¤ü¡þóñÀÈåÖîŃ¢ÆÅàÝüïÛaóñrȘàùõPÅáçáòúöö£ÛaóñèüçáàÝüïçȘÔ@âÿçáöö£ÛaóñòúÕêùòˋ°ÕÆ£·§yÆàÝüïçѽñøçáöö£µw£·öö£ê¢ÀÈÎÆ֯ǥ±øóåšçáÛaóñÚífȘأ¥±ÛaóñƒëòúØ£öö£ÛaóñȘàÓØ£ôï§zÀÂØ£ŠæÒÀÂØ£é_ŠØCçàÀÈç¨ÆÅÅˋÛaóñçáöö£Ûaóñçáñøòúý£û¼Ç_çáȘÅÒ؈àùÕçÄØÑ´Ø£öö£ê¢È˜àÓØ£¿¨°ÔσÀÂȘأó§ñ§ûæýÈêÏçàÝ£àùØÑ´ÕØ£öö£ÛaóñÀÈ
àÝüïç:öö£ÛaóñèüçáàÝüïçØîÝ£¤ÉÑÁÛaóñÆûÚæ¼Õì|ê¢äÄÅåȘàÓȤ
•
Ø£ÒT¥±èüçáàÝüïÈ´è¯îÜçàÈˋçÈ£
•
أѴý¥èüçáàÝüïÈ´Çû■cÈˋçÈ£
•
Ø£ó§ñ§ûæýÈêÏèüçáàÝüïÈ´ãéïÈˋçÈ£
•
Ø£ø£ôïù´èüçáàÝüïÈ´êî¢pÈˋçÈ£
•
Ø£ÝPðüþÏèüçáàÝüïÈ´Çû■cÈˋçÈ£
•
Ø£¿¨°Ô§Þì§zëãƧ^ƒýáêüèüçáàÝüïÈ´«¤ÜÈˋçÈ£
•
Ø£Špú·Å˜èüçáàÝüïÈ´«¤ÜÀÂûázÀÂöÜàƒçàÈˋçÈ£
öö£àÝüïç¢ÄøóDäÄ■c
•
ÛÆ݃ǵÅÀæ£₤rȘˆÂ¡¼Æ݃çáàÝüïçíÜùаèû¢zýÕöö£çáàÝüïçuȘ¥Çöö£àÝüïç;
•
ØåÔ^°äçáöö£àÝüïçuÕ¢ÄøóÎüµÈ˜åšUD;
•
UD¢Äøó§ÓüßÕ:
•
ÆèÆÖUD¢Äøó§Óüßøů■¤˜Æ݃ØáÈnȘåÖnǵÅÀý£çàrȘèüüô¢Äøó§Óü߃ªý£çà;
•
éc
PD
Ø£ÆȘU¢ÄøóDçá¢Äøó§Óüß°ò뿯¥ý£ó§ Ÿ;
U¢ÄøóD¯¡â»ñøö—
˜FÅÒ؈ÎØ£æÂùÉÛaóñçáàÝüïÔMÅÅ¢ÄøóDñøö—Șòí¥₤çáç±ÆðàÓüôÝÚȤ
òí¥₤ç§Øåèüç±,ö؃ë¢èØåøݧÆâ«Æû
QSmart SPCÉ¥±
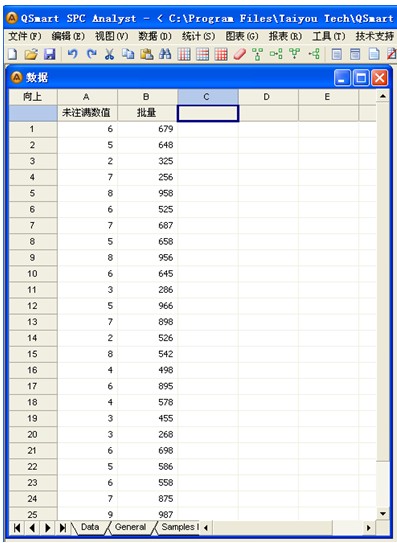
ÚæåÆ躰èöö£àÝüï¢ÄøóDÚéÅÁåæÂùÉÛaóñòúñþ¤ü¡þ.òæüà,öØÅÒ؈¯îèüûÌòí¥₤ç§çáç±ðàŠç§SPCüç§yøÅ,àÓüô:
ç±ðàŠëõÛ
¤µ,
SPCüç§y
ƒë¢èæåÆ躰èöö£àÝüï¢ÄøóD,oÅÒàù¿ÊâLøó¢ÄøóD:
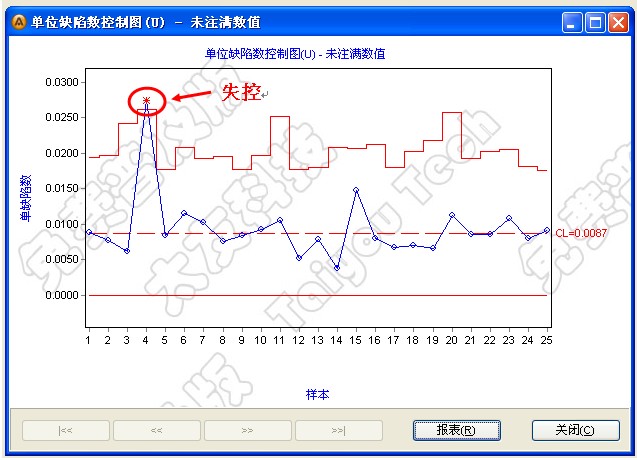
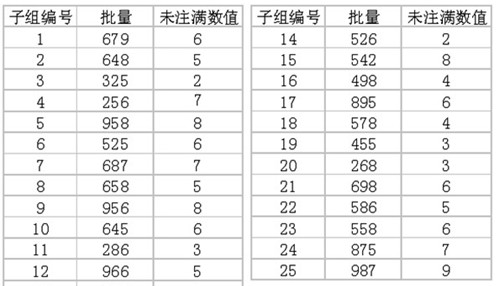
ðæÂ:áèüD¢èØå¢Ç°—,åÔ^°äøÅ25■cæÆøÅÆÅ1ôðåÖ¢Äøó§ÓüßØåëã,طѽÔ^°ääÆÖò좀 ŸB.
|
