|
’™“™:Žä≥ō––ėI◊ųěť“ĽāÄ–¬ń‹‘ī”–÷ÝŹVťüĶń –ąŲ«įĺį£¨Ķę”…”ŕ∆š…ķģaĻ§ňáłŁěťŹÕŽs£¨∆∑Ŕ| ß–ßÔLŽUłŁīů£¨Ć¶Ŕ|ŃŅĶńŅō÷∆“™«ůłŁłŖ°£ňý“‘Ŗ@ērő“āÉ”–Īō“™≤…»°“Ľ∑N”––ßĶń∆∑Ŕ|Ņō÷∆ŌĶĹyĀŪƶŽä≥ō…ķģaĻ§ňáŖ^≥ŐŖM––ĆćērĪOŅō,“‘Ī£◊Cģa∆∑ĶńŔ|ŃŅ.
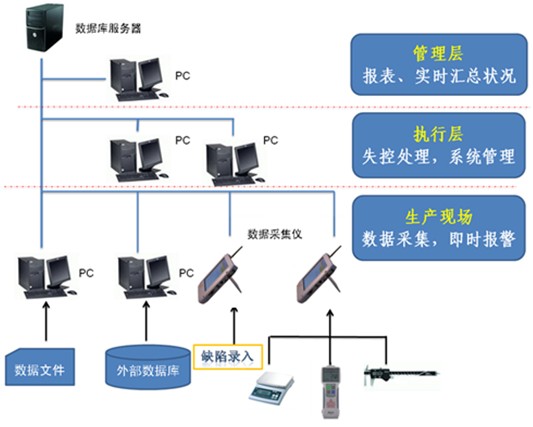
ģĒ«įŽä≥ō––ėIŔ|ŃŅĻ‹ņŪĶń¨F†Ó
•
Ļ§ňá¬∑ĺÄĶńáņłŮąŐ––“ņŔá”ŕ»ň°£»Á£ļŇšŃŌĻ§ňá°£
•
ÕŅ≤ľĻ§ňáĹ””| Ĺôzúy≤Ľĺęī_£¨“◊”ŕďpāŻÕŅĆ”°£
•
QCĻ§◊ų∑Ī÷ō£¨Ľ®īůŃŅērťg≥≠ĆĎôzÚěąůłś£¨ĒĶďĢĶń’śĆć–‘ļÕú ī_–‘üo∑®Ī£◊C°£
•
¨FąŲ ÷Ļ§÷∆◊ųĶńSPCŅō÷∆ąD”…”ŕĒĶďĢĶńú ī_–‘°Ęľįēr–‘“‘ľį”čň„ĶńŹÕŽs–‘Žy“‘∆ūĶĹĎ™”–ĶńÓAĺĮ–ßĻŻ°£
•
Žy“‘Źń≥…∆∑◊∑ň›ĶĹŽä–ĺ°Ę…ű÷ŃĶĹŽä–ĺňý Ļ”√Ķńłų∑NőÔŃŌĶńŇķīőĶ»–ŇŌĘ°£
•
»‘ŐéŔ|ŃŅôzÚěěť÷ųĶń ¬ļůŅō÷∆£Ľ÷–Ć”ł…≤Ņ√¶”ŕŐéņŪ“—įl…ķĶńģź≥£∂Ý Ť”ŕÜĖÓ}∑÷őŲļÕ≥÷ņmłń…∆°£
•
Ŕ|ŃŅ–ŇŌĘ∑÷≤ľ”ŕĻ§ŹSłųāÄ≤ŅťT°ĘłŖĆ”Žy“‘ľįērŃňĹ‚Ō¬«ť£¨”įŪĎ”––ßŅō÷∆ļÕõQ≤Ŗ°£
ŠėƶńŅ«įīů≤Ņ∑÷Žä≥ō––ėIĶń¨F†Ó,ő“āÉĪōŪö≤…»°“Ľ∑N”––ßĶńŔ|ŃŅĻ‹ņŪ∑Ĺ∑®Ć¶∆š…ķģaĻ§ňáŖ^≥ŐŖM––∆∑Ŕ|ĪOŅō,“‘Ī£◊C◊ÓĹKń‹…ķģa≥ŲłŖŔ|ŃŅĶńģa∆∑.
SPC
◊ųěť“Ľ∑N”––ßĶńŖ^≥Ő∆∑Ŕ|ĪOŅōĻ§ĺŖ, ňŁŅ…“‘ƶ…ķģaŖ^≥ŐĶńģź≥£ŕÖĄ›ŐŠ≥ŲÓAĺĮ£¨“‘Ī„…ķģaĻ‹ņŪ»ňÜTľįēr≤…»°īŽ ©£¨ŌŻ≥żģź≥££¨Ľ÷ŹÕŖ^≥ŐĶń∑Ä∂®£¨Źń∂ÝŖ_ĶĹŐŠłŖļÕŅō÷∆Ŕ|ŃŅĶńńŅĶń.Ō¬√śő“āÉĆĘ“‘QSmart SPCěťņżĀŪĹťĹBŖ^≥ŐŅō÷∆ŌĶĹy‘ŕŽä≥ō––ėIĶńĎ™”√.
ŌĶĹyĺWĹjĹYėč
SPC‹õľĢ
ĶńŖ\––Ŗ^≥Ő «“ĽāÄť]≠hĶńĆćērŖ^≥ŐĻ‹ņŪůwŌĶ£¨›pň…Ćć¨F∆∑Ŕ|ĶńŖ^≥ŐĻ‹ņŪ£¨ģĒ≥Ų¨F∆∑Ŕ|ÜĖÓ}ēr£¨ŌĶĹyĆĘ‘ŕĶŕ“ĽērťgŖM––ąůĺĮ£¨∆∑Ŕ|Őé”ŕ’ż≥£†ÓĎBēr£¨ŌĶĹyĆĘƶ÷∆‘žŖ^≥Ő∆∑Ŕ|ŖM––◊‘Ą”ĪOŅō£¨≥ż≤Ņ∑÷–Ť“™»ňĻ§šõ»ŽĶńĒĶďĢ÷ģÕ‚£¨»ęŖ^≥Őüo–ŤÓ~Õ‚Ķń»ňÜTÖĘŇc°£
Žä≥ō––ėISPCŌĶĹyĹ®ŃĘŃų≥Ő
1.Žä≥ō∆∑Ŕ|Ņō÷∆Łc‘O÷√
‘ŕņŻ”√QSmart SPCŌĶĹyĀŪƶŽä≥ōĻ§–ÚŖM––ĪOŅōēr, ◊Ō»ő“āÉ“™łýďĢŽä≥ōĻ§–ÚŐōŁcī_∂®–Ť“™ĪOŅōĶńŅō÷∆Łc,ľī”įŪĎŽä≥ō∆∑Ŕ|ĶńÍPśIĻ§–ÚÖĘĒĶ,Ō¬√ś «Ňeņż,ĺŖůwŅō÷∆Łc‘O÷√Ņ…łýďĢŅÕĎŰĆćŽH«ťõrŖM––‘O÷√:

2.ŖxďŮ’żī_ĶńŅō÷∆ąD
łýďĢ≤ĽÕ¨
Ņō÷∆ąD
ĶńĎ™”√ąŲļŌ,≤Ę«“ĹYļŌŽä≥ōĻ§–ÚÖĘĒĶĶńŐōŁc,“‘Ō¬ «Žä≥ō≤ĽÕ¨Ļ§–ÚňýƶϙĶńŅō÷∆ąD:
•
ŇšŃŌĻ§–Ú£ļ≤…”√I-MRŅō÷∆ąDŖM––Ņō÷∆£Ľ
•
ÕŅ≤ľĻ§–Ú£ļ∑÷ôCŇ_ŖM––Ņō÷∆£¨≤…”√X-SŅō÷∆ąDŅō÷∆£Ľ
•
›ĀČļ£ļ∑÷ôCŇ_ŖM––Ņō÷∆£¨≤…”√X-RŅō÷∆ąDŅō÷∆£Ľ
•
ĺŪ–ĺ»ęôz£ļ≤…”√Ńľ∆∑¬ Õ∆“∆ąDŖM––Ņō÷∆£Ľ
•
ŁcļłĻ§–Ú£ļ≤…”√X-RŅō÷∆ąDŅō÷∆£Ľ
•
ļłĹ”īÚČļ£ļ≤…”√X-RŅō÷∆ąDŅō÷∆£Ľ
•
◊Ę“ļ£ļ≤…”√X-SŅō÷∆ąDŅō÷∆£Ľ
•
∑‚Ņŕ£ļ≤…”√X-SŅō÷∆ąDŅō÷∆£Ľ
•
“Ľôz£¨»ęôzļŮ∂»£ļ≤…”√Ńľ∆∑¬ Õ∆“∆ąDŖM––Ņō÷∆£Ľ
3.Žä≥ō∆∑Ŕ|Ņō÷∆Łc‘ĒľöĆćērŅō÷∆Ňc∑÷őŲ
ŌĶĹyŐŠĻ©įŁņ®Ņō÷∆ąD°Ę
Ļ§–Úń‹Ń¶∑÷őŲ
°ĘŕÖĄ›ąD°ĘļŌłŮ¬ Õ∆“∆ąD“‘ľį≤ĽŃľŪóńŅ∑÷őŲįōņ≠ąDĶ»,∑ĹĪ„ƶ∆∑Ŕ|Ŗ^≥ŐŖM––ĆćērĪOŅōŇc∑÷őŲ,“‘Ō¬ «∆š÷–ĶńŕÖĄ›ąD ĺ“‚ąD:
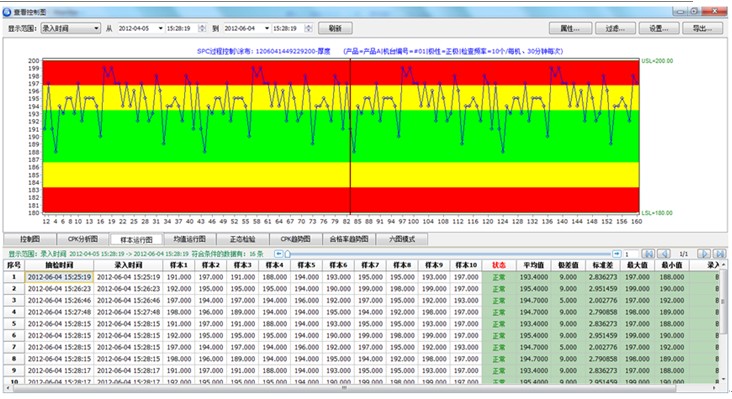
◊Ę: ≤ťŅīĒĶďĢĶńŕÖĄ›∑÷őŲ£¨ĺG…ęÖ^ťgĪŪ ĺ∆∑Ŕ|Őé”ŕ∑Ä∂®†ÓĎB£¨ŁS…ęěťÓAĺĮ†ÓĎB
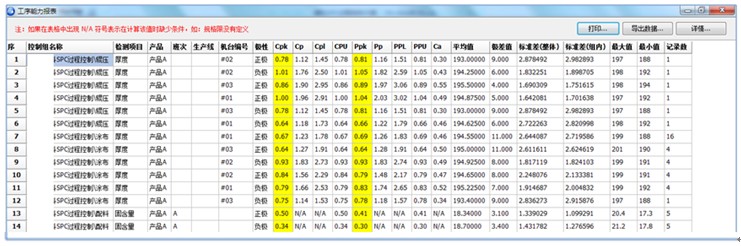
5.Ļ‹ņŪĆ”∑÷őŲąůĪŪ
Ļ‹ņŪĆ”ĶńÍP◊Ę“™Łc£ļ–Ť“™ŽSērŃňĹ‚ģĒ«įģa∆∑Ķń’Żůw†Óõr£¨ľīērŃňĹ‚ĶĹÖRŅāĒĶďĢĽÚąůĪŪ£¨Źń
SPCŌĶĹy
»›“◊Ķ√ĶĹ‘uĻņģa∆∑∆∑Ŕ|ĶńKPI£®ÍPśI‘uĻņÖĘĒĶ£©÷łėň£¨Ć¶”ŕīś‘ŕĚď‘ŕÜĖÓ}ĶńĻ§–Ú“‘łŖŃŃĪ≥ĺįÓĀ…ęŖM––Ô@ ĺ°£“‘Ō¬ «∆š÷–“ĽāÄąůĪŪĶń ĺņżąD:
|
