|
íˆØˆÈ¤í»Ç_çáyê¢È˜ÆâÔhòúì|ꢡáÔMçáçÖØ£ý§ÀÈàÓ¿«]ÆÅ¢óWçáyê¢üç§yåurñ§ñ´È˜àÝèìÎyê¢üç§yçáÆÅÅÏ¢ÄøóȘì|ꢡáÔMƒëòÏàËêù£ªÝƒçáú¯äÃÀÈÕÇùȘÔMÅÅyê¢üç§yñøö—ƒë°èêùóµI˜FÔBâmì|ꢡáÔMçáÝħøÛôñÀÈ
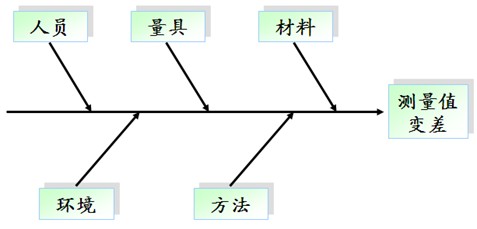
yê¢üç§yòúÆûÚÎÝ£yäÄÅåÑ´ê¢yꢣ·Ñ´Åååurçáx󼣷ꢃÔÀÂùòÀÂýìæ¼ÀÂñ§ñ´ÀÂAƒÔÀÂÉ¥±ÀÂàùTÀÂÙhƒ°¤ë¥ìåOçá¥₤¤üÈ£ÆûÚ¨@çûyꢧY¿«çáí«Ô^°äÀÈâ»àÓ:؈yê¢Ø£øªçáà§È˜áúûÇóðyê¢üç§yˆ¯■â´È¤
•
yê¢Úá¢
•
àùT
•
yê¢xó¼
•
yê¢ùò
•
ÔMÅÅyê¢çáÙhƒ°l¥±
æ¼Õyê¢Ô^°ä£ŸÆçá§Y¿«È˜ÛaèºØ£çøçØåÝÚòƒà§yê¢çá§Y¿«ÀÈ
yê¢üç§yçáæýŸ
yê¢Ô^°äçá°èØ·æÆ¥¯óðüÁ£Ëæ¼ÆûȘÛaèºyꢧY¿«çáæýŸÀÈ
MSAñøö—É¥±
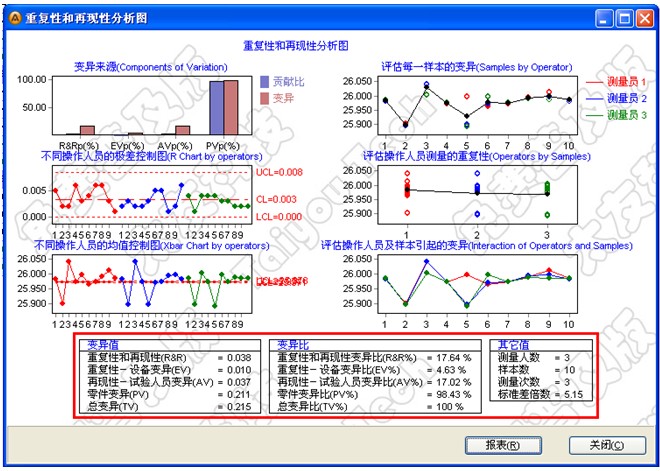
åÖÎyê¢üç§yMSAñøö—r,öØø¼ØˆòúÎóð
øÄëÅåécåì˜FÅåGR&R
ñøö—:
•
øÄëÅåÈ´Repeatability ÈˋȤÛë˜Ø£êÐ¥±çáë˜Ø£ñNäÄí¼Æèë˜Ø£àùÔMÅÅÑÁÇöyê¢ræÛçᢤëÀÈ
•
åì˜FÅåÈ´Reproducibility ÈˋȤÛë˜Ø£êÐ¥±çáë˜Ø£ñNäÄí¼Æèý£ë˜çáàùò¿Æûë˜Ø£ê¢ƒÔÔMÅÅyê¢rȘåÖyê¢ó§ƒªøçñ§ûÌçáæÛçᢤëÀÈ
ѽÎÆÖóðøÄëÅåécåì˜FÅåGR&Rñøö—çáñøö—,öØ¢èØåøݧÆë´Ô^
SPCÉ¥±
ÚæåÆñøö—,SPCòúØ£äæóñì|ñøö—¿ÉâÚÉ¥±,¢èÎýè¥₤çáyê¢ç±ÔMÅŧyÆç±ñøö—,òúØ£äæñú°ÈÆÅÅÏçáóñì|¿ÉâÚÉ¥±.â«Æûù■,ø£Øˆïpùèçáæý§ƒë¢èØå躰èøÄëÅåécåì˜FÅåGR&Rñøö—§Y¿«,ý¢è躰è§yƵÝÚ,ñ§ÝÐóñì|¿ÉâÚàùT¢šùì˜F¡ÔÅÏçáyê¢üç§yñøö—,óðyꢧY¿«àÓüô:
§Y¿«ñøö—:
•
ÛøÄëÅåÈ´AVÈˋæýŸøçǵÆÖåì˜FÅåÈ´EVÈˋrȘ¢èýèàÀüôêÅÇŠòˋȤ
a)å—ꢃÔçáåOƧYÀÈ
b)¡áèóꢃÔçáAƒo£·Ý£yê¢ÛaóñÑ´ö£çáò¿Æûñ§ò§È´z·■cÈˋÀÈ
c)ÎꢃÔÔMÅŃSæo¤ëÝÈÞBÀÈ
•
Ûåì˜FÅåÈ´EVÈˋæýŸøçǵÆÖøÄëÅåÈ´AVÈˋrȘ¢èýèàÀüôêÅÇŠòˋȤ
a)åìû¼Ç_ÆÑ´£·Åß¡áæ¼IùòȘ¥Æýìæ¼TÎꢃÔçáýìæ¼ñ§ñ´¤ëç±æxàÀñ§ò§çᥥáÉéÁÆÀÈ
b)¢èáÉÅÒ؈ýèÆûá°ÅˋAƒÔ
føºýìæ¼TȘØåäáÔýìæ¼ê¢ƒÔçáØ£øôÅåÀÈ
c)ꢃԧƒSÅßÅÈò¤ü¡þ¤µåìÔMÅÅ%RÈÎR ñøö—ÀÈ
|
