|
š¬ę¬: ėŗ(j©¼)öĄ(sh©┤)ŅÉą═Ą─┐žųŲ░³└©PĪónPĪóUĪóC ╦─ĘNŅÉą═Ą─┐žųŲłDŻ¼į┌└¹ė├
QSmart SPC▄ø╝■
üĒ▀M(j©¼n)ąąėŗ(j©¼)öĄ(sh©┤)ųĄ┐žųŲĄ─įO(sh©©)ų├ĘĮĘ©┼cėŗ(j©¼)┴┐ųĄ┐žųŲįO(sh©©)ų├Ą─▓┘ū„ĘĮĘ©ŅÉ╦ŲŻ¼ų„ę¬ģ^(q©▒)äeį┌ė┌▓┐ĘųģóöĄ(sh©┤)įO(sh©©)ų├Ą─ģ^(q©▒)äeŻ¼ęįŽ┬īóßśī”(du©¼)├┐ę╗ŅÉ┐žųŲĄ─įO(sh©©)ų├▀M(j©¼n)ąąįö╝Ü(x©¼)Ą─šf├„ĪŻ
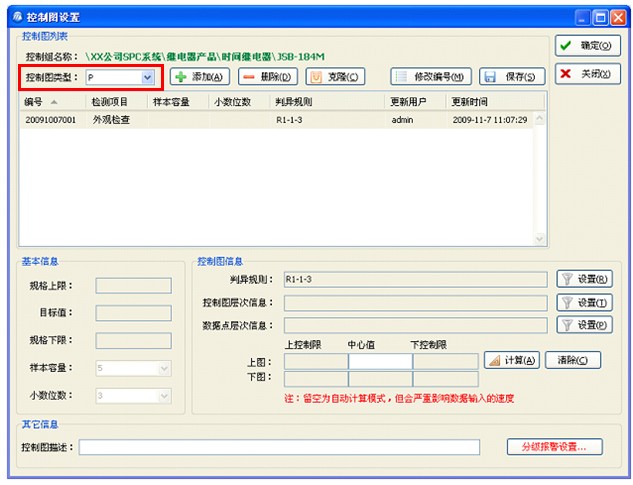
1)P┐žųŲłD:P┐žųŲłDĄ─ųąą─ųĄŻ©CLŻ®Ą─×ķĖ∙ō■(j©┤)Üv╩ĘöĄ(sh©┤)ō■(j©┤)ėŗ(j©¼)╦Ń│÷üĒĄ─▓╗║ŽĖ±ŲĘ┬╩Ą─ųĄŻ¼ė├æ¶┐╔ęį┴¶┐š╗“Ė∙ō■(j©┤)Üv╩ĘöĄ(sh©┤)ō■(j©┤)ų▒Įė▌ö╚ļŻ¼┴¶┐šät▒Ē╩ŠP┐žųŲłDĄ─ųąą─ųĄŻ©CLŻ®īó├┐┤╬Ė∙ō■(j©┤)▌ö╚ļĄ─öĄ(sh©┤)ō■(j©┤)ūįäė(d©░ng)▀M(j©¼n)ąąųž╦ŃĪŻ
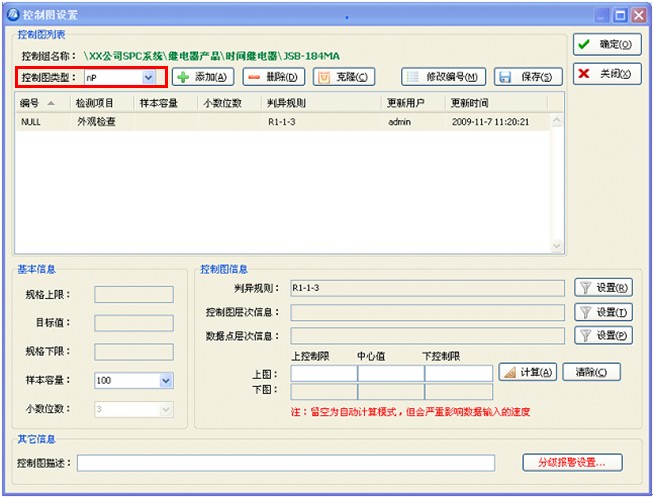
2)▓╗║ŽĖ±ŲĘöĄ(sh©┤)nP┐žųŲłD:nP┐žųŲłD║═P┐žųŲłD╗∙▒ŠŽÓ═¼Ż¼▓╗═¼ų«╠Äį┌ė┌nP┐žųŲłDųąĖ„śė▒Š╚▌┴┐æ¬(y©®ng)║ŃČ©ĪŻ
•
śė▒Š╚▌┴┐Ż║ė├æ¶┐╔ų▒Įė▌ö╚ļ├┐┤╬╣╠Č©▀M(j©¼n)ąą│ķÖzĄ─śėŲĘöĄ(sh©┤)┴┐ĪŻ
•
┐žųŲŽ▐Ż║ė├æ¶┐╔ęį┴¶┐š╗“Ė∙ō■(j©┤)Üv╩ĘöĄ(sh©┤)ō■(j©┤)ų▒Įė▌ö╚ļŻ¼┴¶┐šätīóį┌ėąą┬öĄ(sh©┤)ō■(j©┤)õø╚ļĢr(sh©¬)Ż¼ŽĄĮy(t©»ng)ę└ō■(j©┤)╦∙ėąöĄ(sh©┤)ō■(j©┤)ėŗ(j©¼)╦Ń┐žųŲŽ▐ĪŻ
3)
U┐žųŲłD
:U┐žųŲłD×ķ┐žųŲå╬╬╗▓╗║ŽĖ±öĄ(sh©┤)Ą─┐žųŲłD,ė├ė┌┐žųŲ├┐éĆ(g©©)Öz“×(y©żn)å╬į¬ā╚(n©©i)▓╗║ŽĖ±öĄ(sh©┤)Ż©╚▒Ž▌öĄ(sh©┤)Ż®Ą─öĄ(sh©┤)┴┐ĪŻŲõųąą─ųĄŻ©CLŻ®×ķĖ∙ō■(j©┤)Üv╩ĘöĄ(sh©┤)ō■(j©┤)ėŗ(j©¼)╦Ń│÷üĒĄ─å╬╬╗«a(ch©Żn)ŲĘĄ─▓╗║ŽĖ±öĄ(sh©┤)(╚▒Ž▌öĄ(sh©┤))Ą─ųĄ,ė├æ¶┐╔ęį┴¶┐š╗“Ė∙ō■(j©┤)Üv╩ĘöĄ(sh©┤)ō■(j©┤)ų▒Įė▌ö╚ļŻ¼┴¶┐šät▒Ē╩Š U ┐žųŲłDĄ─ųąą─ųĄŻ©CLŻ®īó├┐┤╬Ė∙ō■(j©┤)▌ö╚ļĄ─öĄ(sh©┤)ō■(j©┤)ūįäė(d©░ng)▀M(j©¼n)ąąųž╦ŃĪŻ
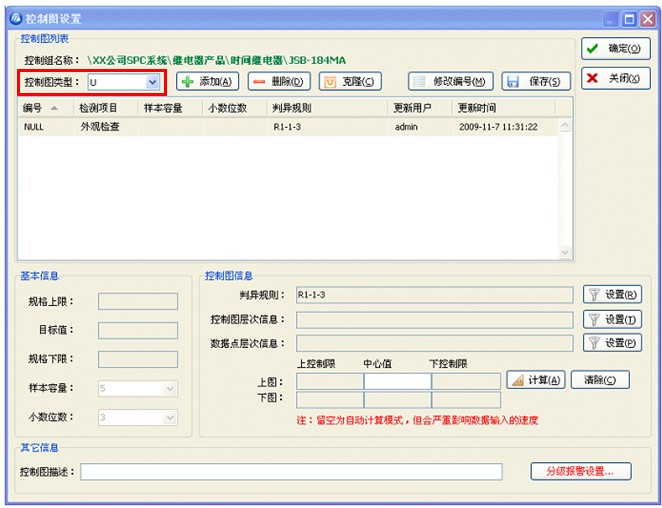
šf├„Ż║U┐žųŲłD┼cP┐žųŲłDĄ─ģ^(q©▒)äeŻ¼U┐žųŲłDų„ę¬ė├ė┌┐žųŲå╬éĆ(g©©)«a(ch©Żn)ŲĘĄ─╚▒Ž▌Ą─öĄ(sh©┤)┴┐Ż¼╚ń▓╝ŲźĄ─Ķ”┤├öĄ(sh©┤)┴┐Ż¼Č°P┐žųŲłD╩Ūßśī”(du©¼)š¹éĆ(g©©)«a(ch©Żn)ŲĘ╩Ūʱ×ķ▓╗┴╝▀M(j©¼n)ąą▒O(ji©Īn)┐žŻ¼ę▓╝┤┐žųŲĄ─╩Ū▓╗║ŽĖ±«a(ch©Żn)ŲĘĄ─öĄ(sh©┤)┴┐ĪŻ
4)C┐žųŲłD:ė├üĒ£y(c©©)┴┐Öz“×(y©żn)╣╠Č©│ķśėöĄ(sh©┤)┴┐Ž┬«a(ch©Żn)ŲĘĄ─▓╗║ŽĖ±öĄ(sh©┤)Ż©╚▒Ž▌öĄ(sh©┤)Ż®ĪŻC łDę¬Ū¾śė▒Š╚▌┴┐║ŃČ©
╗“╩▄Öz▓─┴ŽöĄ(sh©┤)┴┐║ŃČ©ĪŻų„ę¬ė├ė┌Ż║
a)╚▒Ž▌Ęų▓╝į┌▀B└m(x©┤)Ą─«a(ch©Żn)ŲĘ┴„╔ŽŻ©╚ń─ß²ł╔ŽĄ─┤├³c(di©Żn)Īó▓Ż┴¦╔ŽĄ─Ų¹┼▌Ż®Īóęį╝░ė├╚▒Ž▌Ą─ŲĮŠ∙▒╚┬╩▒Ē╩ŠĄ─ĄžĘĮŻ©╚ń100ŲĮĘĮ├ū─ß²ł╔ŽĄ─┤├³c(di©Żn)Ż®ĪŻ
b)į┌å╬éĆ(g©©)Ą─Öz“×(y©żn)┼·ųą┐╔─▄░l(f©Ī)¼F(xi©żn)įSČÓ▓╗═¼Øōį┌ę“╦žįņ│╔Ą─╚▒Ž▌Ż©╚ńį¬╝■┐╔─▄┤µį┌ę╗éĆ(g©©)╗“ČÓéĆ(g©©)Ą─╚▒Ž▌Ż®ĪŻ
•
śė▒Š╚▌┴┐Ż║ė├æ¶┐╔ų▒Įė▌ö╚ļ├┐┤╬╣╠Č©▀M(j©¼n)ąą│ķÖzĄ─śėŲĘöĄ(sh©┤)┴┐ĪŻ
•
┐žųŲŽ▐Ż║ė├æ¶┐╔ęį┴¶┐š╗“Ė∙ō■(j©┤)Üv╩ĘöĄ(sh©┤)ō■(j©┤)ų▒Įė▌ö╚ļŻ¼┴¶┐šätīóį┌ėąą┬öĄ(sh©┤)ō■(j©┤)õø╚ļĢr(sh©¬)Ż¼ŽĄĮy(t©»ng)ę└ō■(j©┤)╦∙ėąöĄ(sh©┤)ō■(j©┤)ėŗ(j©¼)╦Ń┐žųŲŽ▐ĪŻ

|
