|
|
|
|
對不起,您的Flash播放器沒有更新,所以無法瀏覽動畫請點擊更新:
Download do Flash Player
安裝后方可正常瀏覽.
| 您好,歡迎來到太友科技官方網站 |
設為首頁 |
收藏本站 |
SPC應用與交流平臺 |
網站導航 |
||||
|
|
|
||||
|
|||||
|
對不起,您的Flash播放器沒有更新,所以無法瀏覽動畫請點擊更新:
Download do Flash Player
安裝后方可正常瀏覽.
|
|||||
|
|
首頁 |
|
下載中心 |
|
應用中心 |
|
知識庫 |
|
|
np 控制圖用于監測工藝過程中的不合格品數的變化是否處于可控狀態,一般用于每批樣本數 n 固定不變的情況。由于受監測的不合格品數等于每批樣本大小 n 與不合格品率 p 的乘積 np ,因此不合格品數控制制圖也叫做 np 控制圖。 確定不合格品數控制圖的控制限采用 3σ 方法,不合格品數隨機變量 D 的均值 μD=np ,標準偏差 
因此不合格品數控制圖( np 圖)的中心線和上下限控制限為:  一般情況下并不知道總體分布的參數 p ,按照下面的方法對參數 p 進行估計。 一般情況下并不知道總體分布的參數 p ,按照下面的方法對參數 p 進行估計。設一共檢驗m批產品,每批產品包括的樣本數和不合格品數分別為 ni和Di(i=1,2,3...,m) ,則可以用下面的公式得到的值作為總體參數 p 的估計值。  如果每批樣本量相同,均為 n ,則可以用每批產品的不合格品率 pi=Di/n(i=1,2,3...,m)
的平均值作為參數 p 的估計值。 如果每批樣本量相同,均為 n ,則可以用每批產品的不合格品率 pi=Di/n(i=1,2,3...,m)
的平均值作為參數 p 的估計值。
 因此,不合格品數控制圖的中心線和上下控制限為: 因此,不合格品數控制圖的中心線和上下控制限為:
 由于不合格品數不可能為負值,如果就算的下控制限 LCL 為負值,則取下控制限 LCL=0 。 由于不合格品數不可能為負值,如果就算的下控制限 LCL 為負值,則取下控制限 LCL=0 。
下圖為應用太友QSmart SPC軟件自動生成的np控制圖: 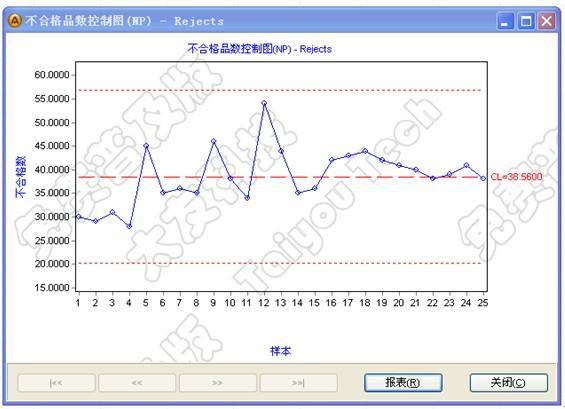
|
|
|
|
廣州市太友計算機科技有限公司 版權所有 電子郵件:
|